как избежать неудачи при работе с резаком? / Хабр
Несколько советов для начинающих
Cтанки лазерной резки c ЧПУ нельзя назвать дешевыми, но средней руки предприниматель уже может себе позволить такую систему. Некоторые модели из Китая стоят около $4000. Лазером можно делать все — вырезать корпуса приборов, отдельные элементы конструкции, наносить изображения на металл, дерево, кожу и пластик.
Но наличие компьютерного управления вовсе не значит, что оператор может отдыхать на кушетке с любимой книжкой в одной руке и бутылкой пива — в другой. Для того, чтобы результат работы удовлетворял всем критериям успеха, оператору нужно приложить немалые усилия. На каких этапах резки сфокусировать внимание? Об этом рассказывает мастер, который довольно продолжительное время работал с системами лазерной резки разного типа.
Подготовка к работе
Даже на этом этапе многое может пойти не так. Ошибку можно допустить, подключая питание. Или вообще что-то можно собрать не так, и все пойдет прахом после подключения электричества. Сейчас многие системы содержат аварийную «защиту от дурака», но бывает всякое.
Сейчас многие системы содержат аварийную «защиту от дурака», но бывает всякое.
Вот так иногда приходится доставлять оборудование к месту установки
Проблемы могут быть не технического характера, например — плохо проверили габариты оборудования, и все — в двери оно не пролезает. Что делать? Разбирать станок? Не всегда возможно. Расширять дверной проем? Тоже сложно.
Подключение вытяжки и охлаждения (технический проект, бюджет). Для работы лазерного резака нужна не только энергия. Требуется также вытяжка и охлаждение. Вытяжка может быть любой, в зависимости от специфики аппарата. Чем короче трубы вытяжки, тем лучше (по возможности, конечно). Если же охлаждение водяное, требуется подвод дистиллированной/очищенной воды. Об установке вытяжки и охлаждения нужно подумать заранее, а не после того, как лазерный резак уже куплен.
Шум и запах. Работающий лазерный резак, его охлаждение и вытяжка производят много шума. Кроме того, будет и запах, какой хорошей вытяжка бы ни была. Работать система может часами, поэтому и место стоит выбрать соответствующее — такое, где резак мешать не будет. Обо всем этом лучше всего тоже позаботиться заранее. Вытяжка должна действительно выводить воздух с парами обработанного материала из помещения, а не гонять его по кругу.
Работать система может часами, поэтому и место стоит выбрать соответствующее — такое, где резак мешать не будет. Обо всем этом лучше всего тоже позаботиться заранее. Вытяжка должна действительно выводить воздух с парами обработанного материала из помещения, а не гонять его по кругу.
Несмотря на советы в стиле КО, довольно много новичков о чем-то забывают, чем-то пренебрегают. И потом, уже после установки, может быть мучительно больно из-за нерешенной заранее проблемы.
Начало работы
Отсутствие системы подачи сжатого воздуха в место резки. Если такой системы нет или она отказала, то воспламеняющийся материал, с которым сейчас работает резак, вполне может загореться.
При подаче воздуха в место работы все пары отработанного материала уходят, а температура не успевает подниматься слишком быстро.
Использование проприетарного программного обеспечения. Недорогой лазерный резак из Китая, вероятно, будет работать с собственным закрытым программным обеспечением. Это, в большинстве случаев, проприетарное ПО, написанное производителем оборудования, и с этим программным обеспечением могут возникнуть неожиданные проблемы. Речь идет о CAD-программах, в которых готовятся модели для резака, несовместимых с ПО лазерной системы. Какие-то файлы могут не импортироваться, а какие-то — не экспортироваться. Это сильно замедляет работу, а сама проблема в некоторых случаях может испортить весь рабочий процесс. Если случилось нечто подобное, то можно подумать о смене CAD-программы (какой бы удобной она бы ни была) или замене контроллера.
Это, в большинстве случаев, проприетарное ПО, написанное производителем оборудования, и с этим программным обеспечением могут возникнуть неожиданные проблемы. Речь идет о CAD-программах, в которых готовятся модели для резака, несовместимых с ПО лазерной системы. Какие-то файлы могут не импортироваться, а какие-то — не экспортироваться. Это сильно замедляет работу, а сама проблема в некоторых случаях может испортить весь рабочий процесс. Если случилось нечто подобное, то можно подумать о смене CAD-программы (какой бы удобной она бы ни была) или замене контроллера.
Ошибка в характеристиках рабочего материала. В некоторых случаях характеристики купленного для работы материала (пластик, металл и т.п.) могут значительно отличаться от реальности. И тогда настроенный на один режим работы принтер может испортить весь проект из-за расхождения описанных производителем и реальных параметров материала.
Тестовый образец кожи после нанесения рисунка
Поэтому не стоит пускать в работу (например, начинать гравировку) рабочий образец — лучше проверить на тестовом образце, который не жалко испортить.
Рабочий процесс
Оставляем аппарат без присмотра. Как уже говорилось выше, оператор должен внимательно следить за системой все время. Если этого не сделать, то аппарат в силу каких-то сбоев (самых неожиданных) может полностью выйти из строя:
Каким бы ни был качественным и безопасным резак, какие бы технологии защиты в нем ни использовались, всегда есть вероятность возгорания отдельных элементов станка или рабочего материала. Это актуально даже для тех материалов, с которыми раньше владелец станка работал без проблем. Сбойнуть может программное обеспечение или электрическая сеть системы. Отказать может сервопривод, также может оборваться ремень. Если случилось что-то подобное, оператор может обесточить станок, и последствий проблема иметь не будет.
Неправильная фокусировка лазера. Для того, чтобы результат был идеальным, линзы должны быть настроены тоже идеально. Если что-то настроено хотя бы немного не так, работа может пойти прахом.
Защита поверхности. Нанесение узора на поверхности лучше производить с использованием защиты. Это может быть специальная пленка, которая не даст поверхности рядом с рабочей областью деформироваться или менять цвет. Многие типы пластика для резака уже продаются с такой защитой. Но здесь есть еще одна проблема.
Нанесение узора на поверхности лучше производить с использованием защиты. Это может быть специальная пленка, которая не даст поверхности рядом с рабочей областью деформироваться или менять цвет. Многие типы пластика для резака уже продаются с такой защитой. Но здесь есть еще одна проблема.
Невозможность удаления защитной пленки по окончанию работы. Защитить поверхность просто, но нужно еще и снять защиту после работы. Под влиянием лазера пленка иногда может сплавиться с образцом, что приведет к неаккуратному внешнему виду. Такие случаи нужно предусматривать заранее, обдумывая ход работы.
Уникальные свойства материала. Характеристики некоторых типов материалов могут повлиять на процесс резки и отобразиться на конечном результате. К примеру, работа с зеркальной поверхностью — это проблема. Дело в том, что лазер, используемый для гравировки, отражается от зеркальной поверхности, и изображение получается двойным.
Очистка от мусора. Обычно лазерная резка не производит слишком уж много мусора. Но все же такой мусор есть, полностью от него избавиться нельзя. И если его не убрать вовремя, это может повредить поверхность материала — частички мусора могут загореться или сплавиться с изделием.
Но все же такой мусор есть, полностью от него избавиться нельзя. И если его не убрать вовремя, это может повредить поверхность материала — частички мусора могут загореться или сплавиться с изделием.
Выделение вредных веществ. В качестве примера стоит привести ПВХ. При резке поливинилхлорида лазером в воздух выделяется хлор. Как известно, это тяжелый газ, и он будет опускаться в недра машины. Хлор обладает коррозийными свойствами. Газ взаимодействует с большим количеством материалов, включая изоляцию, резиновые прокладки и т.п.
Если все идет хорошо – это не значит, что результат будет оптимальным
Допустим, все прошло хорошо, сбоев не было. Но прежде, чем радоваться хорошо выполненной работе, постарайтесь проверить, все ли действительно близко к идеалу.
Здесь все отлично благодаря проведенному ранее тесту с кожей
Дело в том, что у некоторых материалов во время нагревания лазером проявляются необычные свойства (деформация, изменение цвета и т. п.). Из-за этих свойств материал может менять свой внешний вид самым неожиданным образом. Проблемы могут быть и иного характера:
п.). Из-за этих свойств материал может менять свой внешний вид самым неожиданным образом. Проблемы могут быть и иного характера:
Деформация пластика. Например, очень тонкий пластик деформируется при воздействии высокой температуры. В этом случае помочь может относительно ровная нагретая до определенной температуры поверхность, где можно выправить пластик.
Острые края и заусенцы. Некоторые виды пластика могут оставлять и острые углы, и заусенцы. В этом случае для решения проблемы стоит использовать минеральные растворители.
Загрязнение текущего рабочего образца частицами, оставшимися на рабочем столе с предыдущего проекта. Нужно следить, чтобы рабочее пространство станка было чистым.
Скрытые расходы. Да, часто бывает так, что лазерный резак тянет за собой дополнительные расходы, и немалые. Все это пользователь начинает учитывать уже с опытом, в начале у большинства образуются лишние траты. Чрезмерный расход материала, значительное увеличение расхода электроэнергии и т. п. Все это нужно стараться просчитывать еще до покупки системы.
п. Все это нужно стараться просчитывать еще до покупки системы.
Нежелание что-либо менять
Это самая распространенная проблема. «И так сойдет», — эта поговорка становится призывом к действию для многих из нас. Она может привести к чрезмерным расходам, неудачному результату резки, недовольству клиентов. Если уж вы решили использовать лазерную резку, как профессионал, то и поступать должны, как настоящий мастер. За машиной нужно следить, ухаживать. Нужно выполнять многие правила эксплуатации лазерного резака и стараться эти правила не нарушать. И тогда все будет хорошо.
Что же, теперь осталось пожелать удачной работы!
ЧПУ газо/плазменная резка металла и все что с ней связано
Решил создать раздел, на старом форуме было что то подобное.
Предлагаю посветить чпу обработке металла.
Задаем вопросы делимся опытом, файлами, идеями, ну и фото из инета.
Сам когда то собирал свой первый станок, инфы в то время было очень мало из за этого совершал много ошибок, покупал много не нужного.
В общем если бы кто подсказал то я бы мог собрать станок с другими характеристиками или сэкономить много денег.
И так, озучу свои мысли по поводу станка для хобийного использования в частной мастерской (вашего помощника).
Станок ЧПУ состоит из:
А. Механической части:
1. Стол на котором производится рез. (по столам нужно говорить отдельно.)
2. Сам станок/рама станка, на которой закреплены рельсы, приводы, ну и сам резак.
В. Электроники:
1. Двигатели.
2. Драйвера (Силовая часть схем которая управляет двигателями).
3. Контроллер. Плата контролирующая драйверы.
3. Блок/ки питания. Тут все зависит от конструктива.
4. Система контроля высоты резака:
а. Механическая.
в. Электронная.
С. Программной:
1. Программа/мы которая управляет станком.
2. Программа которая подготавливает чертеж (ее может и не быть, все зависит от нескольких факторов, но будим рассматривать тот вар. где она есть.)
3. Ну и сама программа где этот чертеж создается.
Для резки листового металла толщиной от 0,5-6 мм достаточно источника мощностью 40А, но все конечно зависит от производителя, Китай обычно завышает показатели.
По стоимости всей комплектухи с учетом того что вы собираете сами обсудим дальше в сообщениях.
P/S — Скажу сразу, я не являюсь профи, мое мнение субъективно и у меня нет желания завести кого либо в заблуждение.
Ну и немного Видоса…
Видео старое, сделано 2 года назад, тогда я только начинал и думал что все просто.
P/s — На гуру не претендую, на этом заработать цели нет.
И самое главное …. Станок лишь помощник и вашу голову и руки он ни когда не заменит!!!
ᐉ Расценки 2021 на строительные работы
Основные расценки на строительные работы
Если вам нужны расценки на строительные работы, то вы обратились по правильному адресу. Информация актуальна на 2021 г. Любые ремонтно-строительные работы требуют правильно поставленного задания, а с этим и верно рассчитанного бюджета.
На определение цен строительства дома либо ремонта влияет несколько причин: площадь помещения, вид ремонта, сложность и размер отделки, скорость проведения работ, степень вмешательства, трудовые затраты и стоимость подобранных строительных материалов, которые будут использованы
Для рассмотрения, а также составления полной картины того, сколько действительно будет стоить строительство или ремонт дома либо квартиры, нужно изучить каждый этап строительства отдельно, а также проанализировать расценки на строительные работы на строительном рынке исходя от этапа проведенных работ. Естественно сделать схожий анализ будет не просто, так как прайсы на строительные работы или ремонт квартиры в зависимости от территориальной расположенности могут сильно отличаться, но для принятия правильного окончательного решения такой анализ просто необходим.
Правильная постановка задания, анализ работ, реальное сопоставление собственных возможностей и желаний сможет уберечь Вас от длительного и мучительного ремонта.
Проанализировав цену строительства собственные возможности и желания, вы сможете сделать вывод: чтобы приступать к строительству офиса, ремонту собственного дома, квартиры необходимо изначально накопить достаточно средств. Также можно найти компромиссный вариант: незначительно уменьшить желанную площадь дома либо выбрать более дешевые материалы, что поможет заполучить заветный дом своей мечты раньше.
Каждая уважающая себя строительная компания пытается в полной мере показать свою ценовую политику на услуги не лишь через рекламную компанию, но и через настоящие цены.
На сайте www.rabotniki.ua любая строительная фирма имеет собственный прайс-лист на строительные работы. В нем указаны все виды строительных работ и расценки на их. Вы имеете возможность приблизительно подсчитать во сколько обойдутся ремонтно-строительные работы Вашей квартиры либо дома. А также сможете подобрать максимально подходящие к Вашего бюджету цены на строительные работы, посмотреть отзывы об исполнителе и выполнить все ремонтно-строительные работы не переплачивая.
Анализируя прайсы на Все Работники, мы видим, что компании и фирмы по прежнему держат ценовую политику по ремонту квартир выше чем частные мастера и бригады, но такая тенденция была всегда, ведь у компании гораздо больше накладных расходов на содержание офиса и штата людей.
Наши партнеры
О категории лазерной резки | 2 | 2161 | 12 марта 2021 г. | |
Покупаете CO2-лазер? | 20 | 2155 | 3 июня 2021 г. | |
Ortur Laser на xcarve | 1 | 396 | 30 мая 2021 г. | |
Резать с ЧПУ и гравировать лазером? | 4 | 1535 | 25 мая 2021 г. | |
| 11 | 6671 | 19 мая 2021 г. | ||
Обмен 3D моделями — MakeCNC | 6 | 280 | 16 мая 2021 г. | |
| 16 | 9066 | 28 апреля 2021 г. | ||
Кто из вас работает над проектами по Covid-19? | 6 | 601 | 16 апреля 2021 г. | |
X-контроллер для лазера | 2 | 271 | 15 апреля 2021 г. | |
Ошибка плагина Inkscape | 5 | 5005 | 14 апреля 2021 г. | |
Автоматическое включение лазера с помощью x-контроллера | 2 | 351 | 22 февраля 2021 г. | |
Избавьтесь от вертикального движения | 0 | 66 | 25 марта 2021 г. | |
| 5 | 1509 | 22 марта 2021 г. | ||
Диодные лазеры — вопросы и ответы — фокусировка, линзы, охлаждение, диоды, безопасность, параметры и другие | 26 год | 6163 | 18 марта 2021 г. | |
7 Вт JTech против 6 Вт OptLaser | 2 | 529 | 15 марта 2021 г. | |
У меня новый лазер (настроен оптический лазер) | 111 | 14398 | 15 марта 2021 г. | |
Получение «эффекта занавеса» с 7-ваттным лазером JTech на X-Carve | 0 | 93 | 3 марта 2021 г. | |
Настройки лазера 60 Вт | 0 | 127 | 28 февраля 2021 г. | |
Glowforge лазер | 155 | 22148 | 1 февраля 2021 г. | |
Woodpecker 3018 15w лазерный | 0 | 138 | 31 января 2021 г. | |
Модели с креплением для лазера мощностью 15 Вт для X-Carve на Thingiverse | 20 | 5160 | 12 января 2021 г. | |
Лазерный резак Laguna Tools | 78 | 15805 | 23 ноября 2020 г. | |
Автоматический вытяжной вентилятор | 0 | 189 | 13 ноября 2020 г. | |
| 0 | 190 | 31 октября 2020 г. | ||
Реле IOT не работает | 0 | 179 | 11 августа 2020 г. | |
Помощь бедным | 0 | 280 | 20 июля 2020 г. | |
Могу ли я установить небольшую лазерную гравировку на x-carve | 9 | 1602 | 23 июня 2020 г. | |
4мм Резка бука? | 0 | 282 | 11 июня 2020 г. | |
| 0 | 655 | 13 мая 2020 | ||
Лазерная программа зависает | 0 | 278 | 20 апреля 2020 г. |
 org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»>Каковы текущие рекомендации Китая по лазерам
Одно могу сказать прямо — будьте готовы стать инженером.Большинство бюджетных станков для лазерной резки БУДУТ нуждаться в большом количестве настроек из коробки и последующей модификации.
Вам необходимо определиться со своим бюджетом и физическим пространством, в которое вы поместите машину, добавив места для водяного охлаждения или чиллера сбоку.
Я только на этой неделе получил поставку лазерного резака. 100 Вт (читайте дальше), кровать 9060, регулируемая кровать, контроллер Ruida 6442s. Чтобы добраться сюда, потребовалось около 3 месяцев, которые были потрачены на чтение, просмотр, размышления.
Мой продавец поставил неправильные спецификации, которые я бы не заметил, если бы не знал, как и почему работают лазерные машины.В моем случае я должен был получить лампу EFR 100 Вт, вместо этого я получил лампу CDWG 80 Вт с пометкой 100 Вт. Нет ламп мощностью 100 Вт короче 1400 мм, у меня 1250 мм, что составляет 80 Вт независимо от объема продаж. Мощность зависит от длины трубки.
Также важно проверить параметры трубки. Не обманывайтесь, покупая машину с мощностью лампы, скажем, 80 Вт. Это может быть ПИК 80 Вт, но не постоянный. Если вы покупаете машину мощностью 80 Вт, ваша лампа должна быть рассчитана на 80 Вт устойчивую и 95-100 Вт пиковую. Если вы получаете пиковую лампу мощностью 80 Вт, вы получаете максимум 65 Вт.
Если вы получаете пиковую лампу мощностью 80 Вт, вы получаете максимум 65 Вт.
Продолжая тему ламп, возьмите машину с измерителем мощности (амперметром). Если его нет в комплекте, его можно дешево купить и потом установить. Настоятельно рекомендуется иметь один, поскольку вы увидите, если вы перегрузите лампу выше постоянного номинального тока (ссылка на абзац выше). Это поможет вам поддерживать ожидаемый срок службы лампы, диагностировать неисправности питания …
Настаивайте на контроллере Ruida, так как он наиболее широко поддерживается всеми видами различного программного обеспечения. Существуют гораздо более дешевые альтернативы, но они имеют серьезные программные и аппаратные ограничения, ограничения по модификации / расширению (без конечных остановок, без автофокуса, без внешнего управления для вспомогательного воздуха / вытяжки / мониторинга потока воды и т. Д.)
Кроме того, вся эта машина с синим / красным / зеленым цветом — вам нужно смотреть на характеристики, а не на цвет корпуса. Большинство из них, даже одного цвета, будут чем-то отличаться. Разные лампы (даже с одинаковой мощностью), разные настройки зеркал / линз, контроллеры, источники питания, дополнительные опции, такие как вытяжка, подача воздуха, водяное охлаждение и т. Д.
Большинство из них, даже одного цвета, будут чем-то отличаться. Разные лампы (даже с одинаковой мощностью), разные настройки зеркал / линз, контроллеры, источники питания, дополнительные опции, такие как вытяжка, подача воздуха, водяное охлаждение и т. Д.
Избегайте Z-кроватей с цепным приводом — головная боль для регулировки, как я узнал только после покупки моей машинки. Выбирайте ременные приводы.
Посмотрите, есть ли дверцы доступа для регулировки зеркал, в некоторых ящиках их нет, и доступ крайне неудобен, некоторые требуют обработки угловой шлифовальной машиной.
Посмотрите, есть ли на машине внешние переключатели для откачки и насосов. У меня их нет, поэтому экстрактор и воздушный насос работают, пока машина включена, и меня раздражает то, что я не могу выключить их на холостом ходу или возиться со станиной / лазерной головкой.
Безопасность очень важна. Это лазер, на который нельзя чихать. Купите один с переключателями блокировки крышки, аварийной остановкой и т.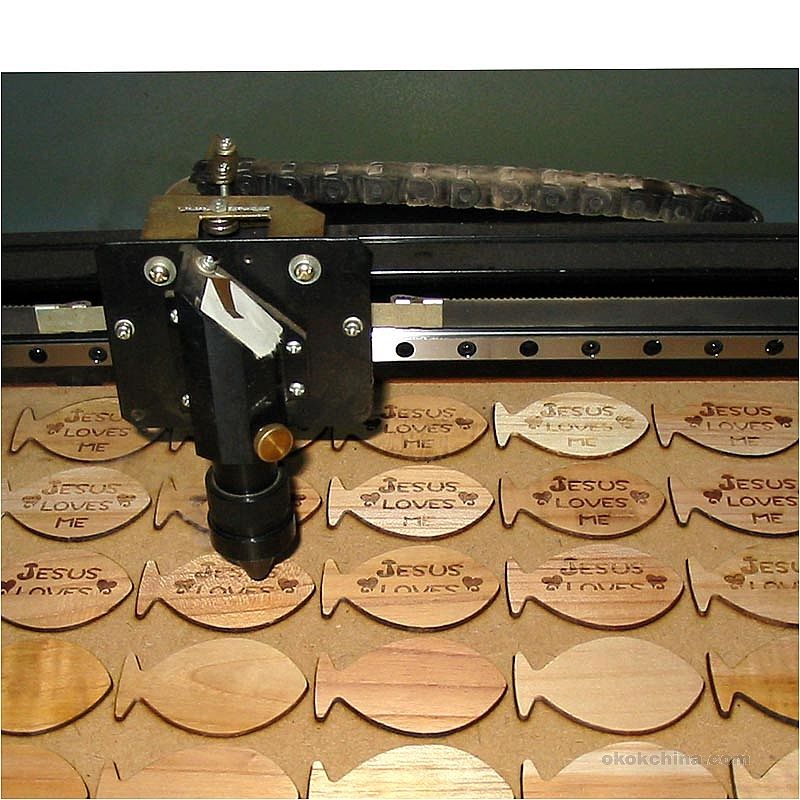 Д.
Д.
Я могу рассказать вам ОЧЕНЬ МНОГО вещей, поскольку это все еще свежо в моей памяти после покупки моей машины.Вы можете спросить. Я все еще учусь, теперь, когда у меня есть настоящая вещь, мне еще предстоит научиться …
3 вопроса, которые нужно задать для лучшей лазерной резки
Брент Доннер известен тем, что пытается выйти за пределы конверта. Еще в 1990-х годах он поступил в институт, чтобы изучать металлургию. Этот опыт дал ему основу для понимания того, как разные металлы реагируют на разные методы производства. У него также есть естественная способность задавать правильные вопросы и экспериментировать.
Все это помогло ему заработать репутацию оператора лазерной резки, который может настраивать параметры и достигать кромок реза на толстых листах, что могут немногие другие, — резка материала 1,5 дюйма (и даже более толстого) чисто, без следов заусенцев. «По какой-то причине для меня это всегда было естественным», — сказал он. «Не знаю почему».
«Не знаю почему».
С 2007 года Доннер консультировался с различными производителями, помогая им максимально эффективно использовать свои системы лазерной резки. В 2008 году он открыл магазин по найму в Нью-Ульме, штат Миннесота., Производство и изготовление DLC. Это остается небольшой магазин с горсткой высококвалифицированных технических специалистов (людей, которые будут представлены на страницах этого журнала этим летом).
Когда Доннер посещает производство в качестве консультанта, он довольно часто видит, как люди упускают из виду некоторые основы лазерной резки. Поэтому, прежде чем углубляться в операционные сложности, он сначала задает несколько основных вопросов.
1. Правильно ли вы чистите режущую линзу или покровное стекло?
Процедуры очистки различаются в зависимости от типа лазера.Для волоконного или дискового лазера операторы должны очищать покровное стекло или стрелять по стеклу, защищая оптику в режущей головке.
Когда он купил свою первую волоконно-оптическую машину, Доннер сказал, что сослался на рекомендации производителя. Исходя из этого, Доннер сказал, что он изменил и усовершенствовал свой метод очистки, продлив срок службы покровного стекла еще дольше. Его метод является запатентованным, но, как правило, он тщательно исследует покровное стекло на предмет оставшейся пленки после очистки и находит способы ее удаления.После этого стекло становится прозрачным, без пленки и готовым к резке. «В нашем волоконном лазере обычно проходит от шести до восьми месяцев, прежде чем нам понадобится новое [покровное] стекло», — сказал Доннер. «Но условия резки должны быть подходящими».
Исходя из этого, Доннер сказал, что он изменил и усовершенствовал свой метод очистки, продлив срок службы покровного стекла еще дольше. Его метод является запатентованным, но, как правило, он тщательно исследует покровное стекло на предмет оставшейся пленки после очистки и находит способы ее удаления.После этого стекло становится прозрачным, без пленки и готовым к резке. «В нашем волоконном лазере обычно проходит от шести до восьми месяцев, прежде чем нам понадобится новое [покровное] стекло», — сказал Доннер. «Но условия резки должны быть подходящими».
Для лазера CO 2 оператору необходимо очистить режущую линзу. Доннер и его команда очищают свои лазеры, используя полироль Topol от TRUMPF. «Многие операторы действительно не знают, как это применять, — сказал Доннер. «Часто, когда я захожу в учреждение, я вижу, что линза сильно поцарапана.Вместо того, чтобы регулярно полировать его, они просто вставили новую линзу. Но в долгосрочной перспективе это может обойтись очень дорого ».
Итак, как научить оператора правильно наносить полироль для линз? «Все операторы разные, — сказал он. Наблюдая за ними, Доннер обращает внимание на их ловкость, чистящие движения и силу, которую они прикладывают к линзе, а затем определяет, как им следует усовершенствовать свою технику полировки. Никогда не применяйте чрезмерное давление, которое может серьезно поцарапать линзу.В то же время они должны оказывать давление, достаточное для эффективного удаления загрязнений. Это может быть довольно уравновешивающий акт.
Доннер наносит разумное количество полировки круговым рисунком на линзу, но эта техника просто ему подходит. «Вам нужно выяснить, как работает оператор».
Чтобы действительно правильно отполировать линзу, оператор должен видеть недостатки. Для систем CO 2 Доннер предлагает приобрести поляризатор, который стоит несколько сотен долларов.Но при правильном использовании вложения окупаются в кратчайшие сроки. Оператор просто кладет линзу на верхнюю часть устройства, которая светит ярким светом через линзу снизу, что немного похоже на основание диапроектора, используемого в школах. «Когда вы поворачиваете верхнюю линзу поляризатора, она поляризует режущую линзу, которую вы кладете сверху, и, если линза плохая, вы сможете увидеть внутренние трещины и другие дефекты».
«Когда вы поворачиваете верхнюю линзу поляризатора, она поляризует режущую линзу, которую вы кладете сверху, и, если линза плохая, вы сможете увидеть внутренние трещины и другие дефекты».
Этот 1 дюйм.-толстая пластина, вырезанная в мастерской Юты, была обработана со скоростью 28 дюймов в минуту с 1-секундной прожигом на лазере мощностью 5 кВт, которому уже десять лет. Доннер установил на этой машине условия резки, соответствующие материалу и окружающей среде, с учетом большой высоты и сухости воздуха в цехе в Юте.
Доннер соблюдал режим регулярной тщательной очистки своего лазера CO 2 мощностью 6 кВт в течение почти десяти лет, и даже в этой мощной системе он сказал, что в цеху необходимо заменять режущие линзы только каждые шесть-восемь часов. месяцы.
2. Действительно ли ваша форсунка отцентрирована?
Чтобы выполнить съемку ленты, операторы пропускают луч с малой мощностью через ленту в течение примерно одной секунды, затем смотрят на полученное отверстие и проверяют, находится ли оно по центру.
«Операторы берут эту ленту, освещают ее светом и пытаются увидеть, находится ли отверстие в центре», — сказал Доннер. «Но это отверстие может быть всего 1 мм в поперечнике. Как вы на самом деле собираетесь увидеть, находится ли это отверстие по центру сопла? Поэтому я беру с собой 10-кратный увеличительный светильник Bausch + Lomb Sight Saver с 3⁄8-дюймовым.-диаметр отверстия для просмотра. Это лучшие 30 долларов, которые вы когда-либо потратите.
«Я обычно приношу его в магазин, настраиваю и говорю оператору, чтобы он посмотрел мне через плечо. Я спрашиваю его: «Это сопло по центру?» И оператор обычно видит его [в увеличительном свете] и говорит: «Ого, я действительно вижу это». Возможно, вы резали со скоростью 80 дюймов в минуту. Но теперь, если у вас точно отцентрировано сопло, вы получите от 20 до 40 процентов скорости резания, если условия резания правильные.”
3. Когда был ваш последний тест на фокусировку?
Довольно часто Доннер задает этот вопрос, и операторы недоуменно смотрят на него. «Иногда они не знают, что такое программа фокус-тестирования».
Он пояснил, что на многих современных машинах проверка фокуса происходит автоматически. Однако на старых машинах фактический тест варьируется в зависимости от производителя машины. У некоторых машиностроителей есть так называемые «световые испытания» и другие методы.
Например, на более старой машине Mazak луч включается на малой мощности, и оператор поворачивает ручку и находит абсолютную фокусировку, наблюдая за цветом луча, который становится синим после набора номера.«Затем вы записываете число, — сказал Доннер, — поднимите голову, сделайте это три раза подряд, возьмите среднее из этих чисел, и это число вы подключаете к контроллеру».
В своем магазине Доннер запускает лазеры TRUMPF, у которых есть тест фокусировки, который отмечает серию линий разной ширины на купоне, количество которых зависит от диаметра линзы (3,75, 5, 7,5 и 10 дюймов). Затем тест гравирует настройки контроллера рядом с этими линиями, давая каждой положительное число, отрицательное число или ноль.
«Вам нужно найти самую тонкую линию в купоне и убедиться, что настройка фокуса в контроллере равна нулю для этой самой тонкой линии», — пояснил Доннер. Если самая тонкая линия находится на уровне -3, то оператор набирает фокус на 3 мм и повторно тестирует, пока не увидит, что самая тонкая линия находится на нуле.
Доннер повторил, что точный метод проверки фокуса лазера зависит от производителя станка. Тем не менее, технические специалисты производственного цеха должны знать, как откалибровать фокус, чтобы показания фокусировки на ЧПУ совпадали с фактическим положением фокусировки луча в заготовке.
Donner’s использует этот прибор Bausch + Lomb Sight Saver для обеспечения точного центрирования луча в сопле.
Фундамент для твердых условий резания
Конечно, эти три основных принципа — это только начало. Магазинам может потребоваться рассмотреть такие факторы, как поток защитного газа или дополнительная защита оптики доставки луча в системе CO 2 . Но они, по крайней мере, обеспечивают отправную точку для разработки точно настроенных условий резания, которые могут варьироваться в зависимости от множества факторов окружающей среды, таких как разрезаемый материал и расположение цеха.
«Если у меня есть лазер мощностью 6 кВт в Миннесоте, он не будет резать в тех же условиях, что и лазер во Флориде», — сказал Доннер. «У вас разные температуры, разные уровни влажности и множество других факторов, поэтому вам необходимо настроить лазер в соответствии с этими условиями».
Он добавил, что создание хороших условий резания полностью зависит от выполняемой работы, но условия должны устанавливаться только после того, как машина будет настолько чистой и откалиброванной, насколько она должна быть.
По сути, эти основы действительно должны стать отправной точкой для оптимизации лазера.Тогда вперед к гонкам. Когда вы достигнете финишной черты, лазер будет резать настолько чисто и с таким прекрасным качеством кромок, что удаление заусенцев с некоторых деталей может больше не понадобиться.